The Evolution of Solder Materials
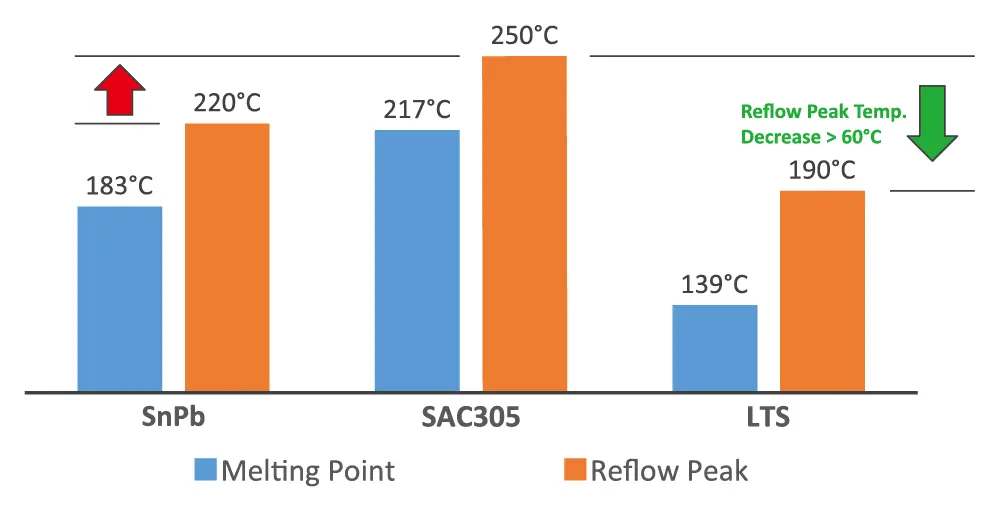
Before the European Union’s Restriction of Hazardous Substances Directive (RoHS) was implemented in 2006, the mainstream solder material was a tin-lead (Sn-Pb) alloy with a melting point of 183°C, and a typical reflow peak temperature in the manufacturing process was around 220°C. Due to RoHS directive restrictions on lead, the mainstream solder materials gradually transitioned to leadfree alternatives. Currently, the dominant leadfree solder is a tin-silver-copper (SAC) alloy, with a melting point between 217-219°C and a reflow peak temperature of around 250°C.
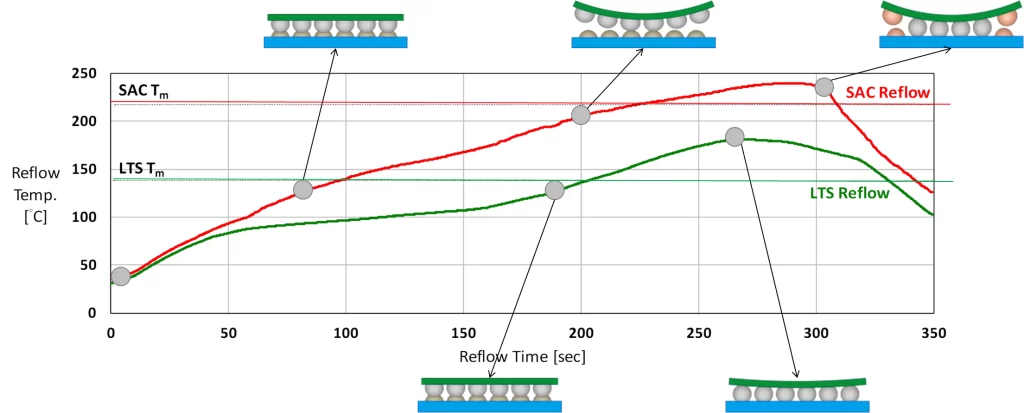
The switch to SAC solder resulted in an increase of approximately 30°C in reflow temperatures, leading to various manufacturing yield and high energy consumption issues. This prompted the development of low temperature solder materials (LTS). LTS alloys have a melting point of 139-142°C, allowing for a reflow peak temperature as low as 190°C in the solder paste process. Compared to SAC solder materials, LTS can reduce the process temperature by about 60°C, offering significant energy savings and potentially less thermal stress on components during manufacturing.
The Driven of Low Temperature soldering Technology
The shift to leadfree soldering has resulted in an approximate 30°C increase in reflow temperatures, leading to higher energy consumption and carbon emissions. This change has also escalated the thermal endurance requirements for both circuit boards and components. High temperature processes have increased the degree of warping in board materials and components, causing issues like non-wet-opens (NWO) and head-on-pillow (HoP) defects, which affect manufacturing yield rates. Additionally, in response to the need for energy conservation and carbon reduction, major companies like Intel have actively promoted solutions that involve selecting appropriate materials to lower process temperatures, thereby contributing to the development of low temperature soldering technology.
Advantages of Low Temperature Soldering
LTS materials can significantly reduce the warping of board materials and components during the reflow process, thereby enhancing the overall manufacturing yield. Additionally, the reduced reflow temperatures lead to lower energy consumption and a reduced carbon footprint. As major corporations increasingly demand environmentally friendly practices, LTS technology offers substantial advantages. Consequently, major GPU and CPU manufacturers have recently been requesting assembly plants to adopt LTS processes.
Application of Low Temprature Solder



Concerns in the Low Temperature Soldering Process
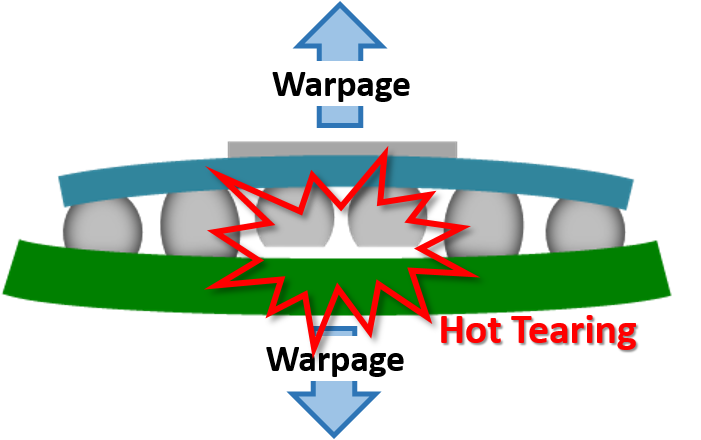
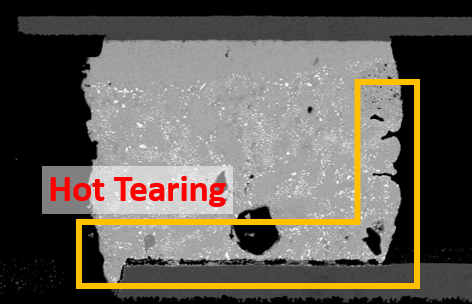
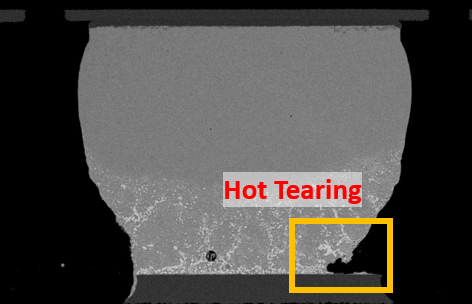
The Bismuth (Bi) content in LTS materials is known for its higher brittleness, which raises concerns about product reliability. Currently, solder manufacturers are adding silver and other addtional elements to the alloy composition to improve this brittleness issue. Shenmao Technology Inc. has also developed an innovative LTS solder paste, which has been certified by Intel. Additionally, there is a risk of hot tearing in LTS processes when using LTS solder paste and SAC solder balls in hybrid joints. While LTS soldering technology offers the significant advantage of low energy consumption, it is still an emerging technology. Products manufactured using the LTS process must undergo relevant certification to ensure their quality and reliability meet market expectations.
Low Temperature Products Certification Platform
In response to the LTS products certification needs, Cheetah Inspection Inc. offers a one-stop LTS certification platform service. Leveraging decades of solder material research and development experience from Shenmao Technology Inc., and supplemented by long-term collaboration with major packaging factories, Cheetah Inspection Inc. can tailor services to client needs. This includes initial planning and Design of Experiments (DOE) discussions, engineering sample preparation, and subsequent testing and verification to facilitate smooth product certification for clients. Currently, products incorporating LTS processes must undergo Reliability Analysis (RA), which can be further categorized into board-level or system-level reliability tests, followed by Failure Analysis (FA). The verification process is as follows, with more detailed service descriptions and introductions available on corresponding web pages.