銲錫材料演進
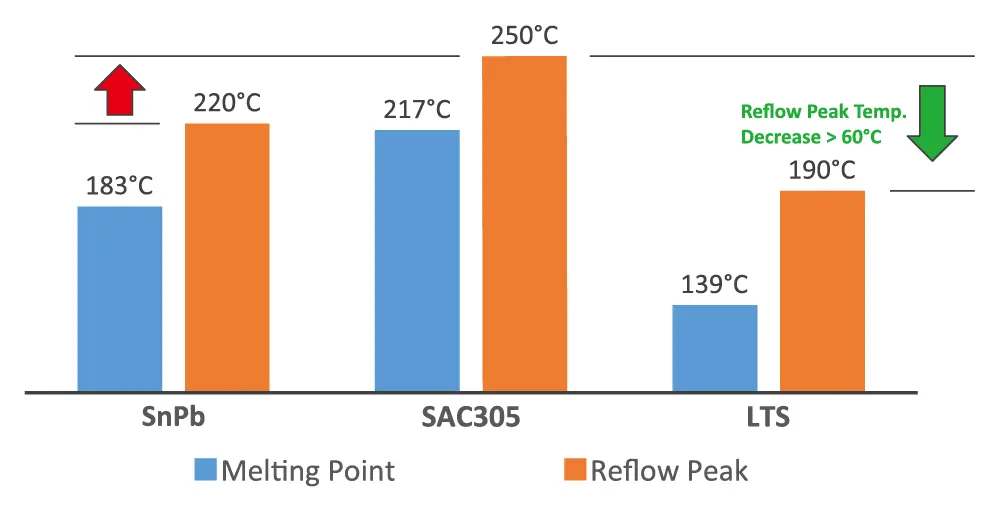
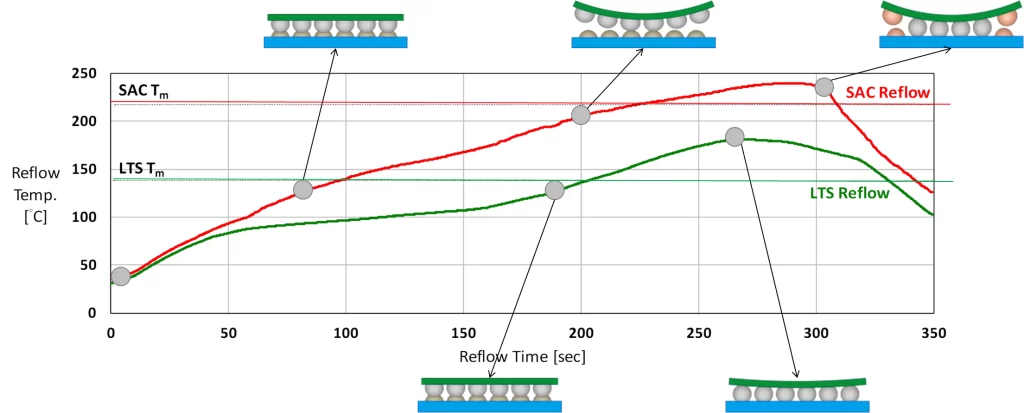
2006年歐盟頒布危害性物質限制指令(ROHS)前,主流銲錫為錫鉛合金,其合金熔點為183°C,製程迴焊峰值溫度為220°C,因ROHS指令限制鉛金屬,主流銲錫逐漸無鉛化,目前主流無鉛銲錫為錫銀銅合金,其合金熔點為217-219°C,製程迴焊峰值溫度為250°C,使用錫銀銅銲錫(SAC)導致迴焊溫度上升約30°C,並帶來諸多製程良率及高能耗問題,因而有低溫銲錫材料問世,低溫銲錫材料(Low Temperature Solder, LTS)其合金熔點為139-142°C,使用低溫錫膏製程迴焊峰值溫度可低至190°C,與錫銀銅銲錫材料比較,可降低製程溫度約60°C。
低溫銲錫技術發展契機
無鉛化導致迴焊溫度上升約30°C,其能源耗損及碳排放量隨之增加,且連帶提高板材及零件的耐熱需求,高溫製程也導致板材元件翹曲程度增加,造成NWO及HoP等雙球問題並影響其製程良率,且因應節能減碳需求,Intel等大廠積極推動選用適當材料降低製程溫度的解決方案,也促成低溫焊接技術的發展。
低溫銲錫強大優勢
低溫銲錫材料可大幅降低板材元件在迴焊過程的翹曲(Warpage)程度,進而提升整體製程良率,且因整體迴焊溫度降低,其在能耗及降低碳足跡方面表現優異,在各大企業對於環境友善的要求日益嚴格下,LTS技術具備十分強大的優勢,因此近期GPU及CPU大廠也向各組裝廠提出導入LTS製程的需求。
低溫銲錫產品應用



低溫銲錫製程隱憂
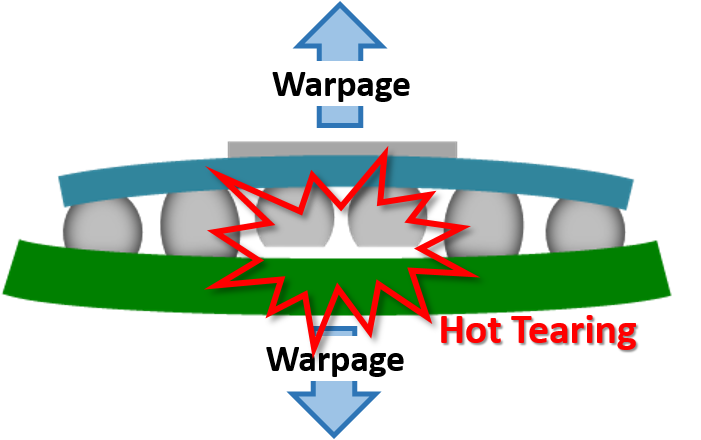
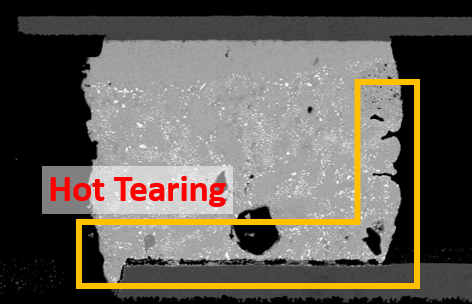
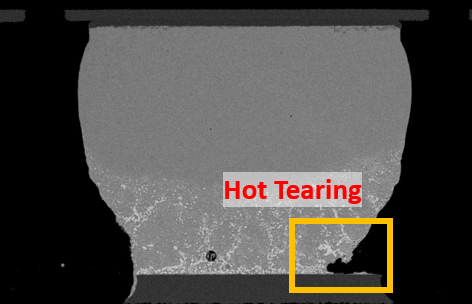
LTS材料中的鉍(Bismuth)脆性較高,在產品可靠度方面易有疑慮及隱憂,目前各家銲錫廠商在合金成分上添加銀以及其他微量元素改善其脆性問題,昇貿科技集團也開發出創新的低溫錫膏並取得Intel的認證。另外LTS製程在混合焊點(Hybrid Joint)中使用LTS錫膏及SAC錫球,迴焊過程中也發現有熱撕裂(Hot Tearing)的風險,低溫焊接技術雖擁有低能耗的強力優勢,但仍屬於新興技術,目前使用LTS製程的產品均需通過相關驗證確保其產品的品質及可靠度符合整體市場期待。
低溫銲錫驗證平台
因應各領域業者的低溫產品驗證需求,承測科技提供一站式LTS驗證平台服務,擁有昇貿科技集團數十年銲錫材料研發的經驗,再輔以長期與各大封裝廠合作經驗,承測科技能夠針對客戶需求從初期規劃及討論DOE,再到工程樣品製備以及後續測試驗證,幫助客戶順利通過產品驗證。目前導入LTS製程的產品須通過可靠度分析(Reliability Analysis, RA),其可再劃分為元件級板階(Board Level)或系統級(System)的可靠度測試,最後是相關的失效分析(Failure Analysis, FA),驗證流程如下,服務細項及介紹可點選至相對應分頁。